The automotive industry is one of the world’s largest manufacturing sectors. However, the industry is facing challenging times, with changes in technology and increased competition. Delivering a superior quality product while maintaining low labour costs is vital. Smart systems play a key role in achieving this.
Overcoming the challenges with a smart system
Challenges also arise around downtime on production lines due to
system malfunctions, environmental stress and failures on functional
tests. These in turn reduce the life span of mechanical equipment and
computer systems.
In addition, installation difficulties with commercial computers in test
stations, limited configuration options and a small number of expansion
and peripheral slots add unnecessary complexity.
A bespoke smart system can help by collecting and evaluating data, recognising patterns, generating predictions and feedng the information back for process improvements, as seen in this case study for a auto manufacturer in Mexico.
System requirements
Since the implementation of the North America Free Trade Agreement
(NAFTA), Mexico has become an attractive location for vehicle assembly and
labour-intensive components production. Automotive manufacturing in Mexico is rapidly expanding, and
the country is now one of the world’s
leading producers and exporters.
This project involved conceptualising a smart system solution for a customer that has 15 plants across Mexico, and is a pioneer in technology and innovation. The customer specialises in brake systems, interior electronics, safety, the powertrain, chassis components and spare parts.
As part of the solution, an industrial computer performs automated testing and visual inspection of work stations to help prevent defects and reduce manual operation issues such as errors and low efficiency. This in turn helps improve production quality, while accelerating inspection speeds to prevent bottlenecks.
The project focused on designing an industrial computing system with the following criteria:
- 4U rack form factor.
- 24/7 availability.
- Adaptable and flexible.
- Durable, for longer lifespan.
- Robust, flexible, scalable.
- High-quality standards.
System description
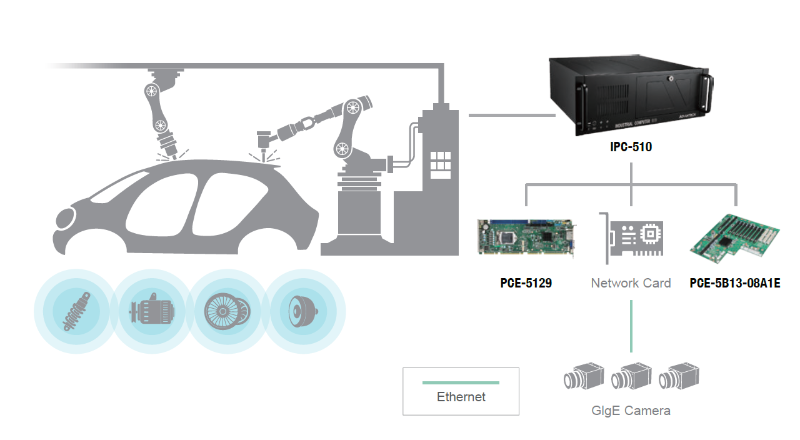
The Advantech IPC-510 4U rackmount chassis computer takes centre stage. It has front-accessible USB and PS/2 interfaces and is configured with a single board computer. The PCE-5129 and a PCE-5B13 backplane are used as a standard for the development of functional test stations. In addition, the computer supports multiple PCI/PCIe slots allowing for the connection of any DAQ, communication devices and cameras.
IPC-510 is an industrial computer designed for extreme environments with vibration, shock and high temperatures. The computer has an easily accessible front panel to allow visual inspection and quick access to drive bays that can hold three 5.25″ and two 3.5″ drives (one front-accessible and one internal). The industrial features of the computer ensure effective and efficient operations 24/7.
Project implementation
- Advantech IPC-510 Chassis Computer
- PCE-5129
- PCE-5B13
- Network Card
- GigE Camera
Conclusion
The durability and 24/7 operation of the system minimises the downtime in testing and visual inspection stations, which has resulted in reduced equipment failure. The transition to a greater reliance on Advantech products allowed the customer to implement global standards more effectively across its equipment infrastructure. As a result, it is no longer limited by the constraints of incompatible hardware options. These improvements translate to a strong competitive position for the customer.
ESIS is the leading supplier of outstanding industrial electronic equipment in the Australian market since 1971. Check out our exclusive range of Fanless PCs, Smart Systems, Rugged Tablets, HMIs, Panel PCs and other electronic components. Our products are certified and made with high-quality custom materials for accurate results. Contact us for a detailed product catalogue or to share your queries.
Article courtesy of Advantech.




